





产品别名 |
焊接设备,金属电阻焊机,闪光对焊机,钢筋接头机 |
面向地区 |
对焊机应用
其应用范围可归纳如下:
(1)工件的接长 例如带钢、型材、线材、钢筋、钢轨、锅炉钢管、石油和天然气输送等管道的对焊。
(2)环形工件的对焊 例如汽车轮辋和自行车、摩托车轮圈的对焊、各种链环的对焊等。
(3)部件的组焊 将简单轧制、锻造、冲压或机加工件对焊成复杂的零件,以降低成本。例如汽车方向轴外壳和后桥壳体的对焊,各种连杆、拉杆的对焊,以及特殊零件的对焊等。
(4)异种金属的对焊 可以节约贵重金属,提高产品性能。例如刀具的工作部分(高速钢)与尾部(中碳钢)的对焊,内燃机排气阀的头部(耐热钢)与尾部(结构钢)的对焊,铝铜导电接头的对焊等。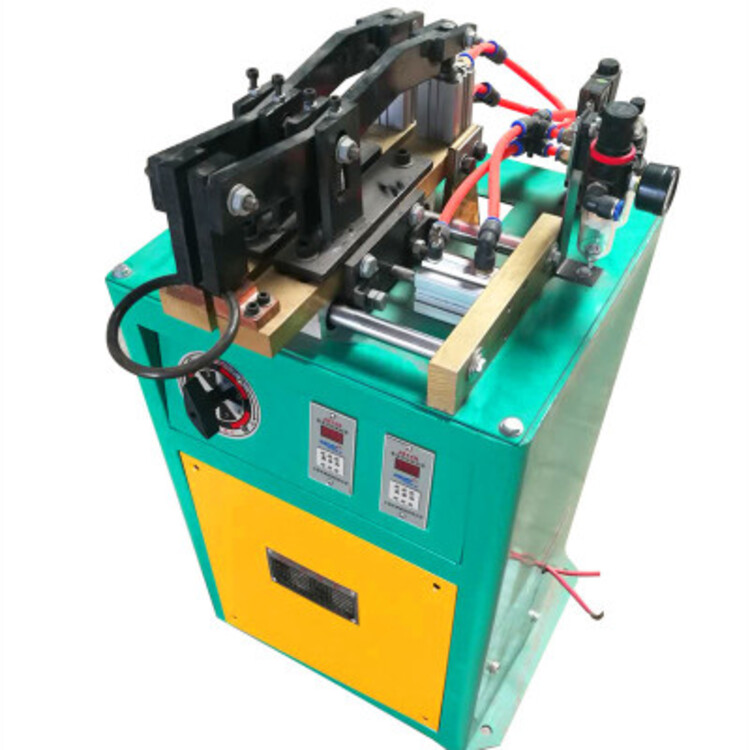
杆件的对焊
多用于建筑业的钢筋对焊,通常直径d<10mm者用电阻对焊;d>10mm用连续闪光对焊;d>30mm用预热闪光对焊。用手动对焊机时,由于焊机功率较小(通常不超过50KVA)d=15-20mm时,一般就要用预热闪光对焊。
杆件对焊时可使用半圆形或V形夹钳电极,后者可用于各种直径,因而获得广泛应用。杆件属实心断面,刚性较大,可采用较长的伸出长度。
焊接范围
焊接适用范围广,原则上能锻造的金属材料都可以用闪光对焊焊接。例如低碳钢、高碳钢、合金钢、不锈钢等有色金属及合金都可以用闪光对焊焊接。
焊接截面积范围大,一般从几十至几万mm2截面积都能焊接。
闪光对焊广泛应用于焊接各种板件、管件、型材、实心件、刀具等,应用十分广泛,是一种经济、率的焊接方法。
主要优点
1、 节能.散热器闪光对焊机采用的是两台125KVA的阻焊变压器为电源,气动压紧、顶锻,无液压站.相较于其它其它采用两台315KVA的单相交流阻焊变压器和两台功率为18KVA液压站的焊机, UN-250AB焊机可节电达78℅.
2、对电网的要求低.仅需250KVA的电网即可满足.
3、焊接精度高.采用可编程控制器PLC和进口步进电机来控制闪光过程,能设定烧化量和烧化速度;通过微电脑阻焊控制器来控制焊接电流.焊后片头的中心距误差可控制在在±0.2mm内,方便后续的组片焊接.
4、自动对中功能.焊接前管柱两端和两个片头端的间距一致,从而两端烧化量的一致.
5、焊接.由于工件的压紧采用的是倍力气缸,其反应速度明显快于液压缸.
6、操作及维修服务方便.由于无液压站,产品的调试点、故障点要少,不会出现漏油等现象.
对焊机安全操作流程
(1)接送料的工作台面应和切刀下部保持水平,工作台的长度可根据加工材料长度确定。加工较长的钢筋时,应有专人帮扶,并听从操作人员指挥,不得任意推拉。
(2)启动前,检查切刀应无裂纹,刀架螺栓紧固,防护罩牢靠。然后用手转动皮带轮,检查齿轮啮合间隙,调整切刀间隙。
(3)启动后,应先空运转,检查各传动部分及轴承运转正常,方可操作。
(4)机械未达到正常转速时不得切料。切断时使用切刀的中、下部位,握紧钢筋对准刀口迅速送入,操作者应站在固定刀片一侧用力压住钢筋,应防止钢筋末端弹出伤人。严禁用两手分在刀片两边握住钢筋俯身送料。
(5)不得剪切直径及强度超过机械铭牌规定的钢筋和烧红的钢筋。一次切断多根钢筋时,其总截面积应在规定范围内。
(6)剪切低合金钢时,应更换高硬度切刀,剪切直径应符合机械铭牌规定。
(7)切断短料时,靠近刀片的手和刀片之间的距离应保持150mm以上,如手握端小于400mm时,应用套管或夹具将钢筋短头压住或夹牢。
(8)运转中严禁用手直接消除附近的断头和杂物,钢筋摆动周围和刀口附近非操作人员不得停留。
(9)当发现机械运转不正常、有异常响声或切刀歪斜时,应立即停机检修。维修保养停机,切断电源后方可进行。
(10)液压传动式切断机作业前,应检查并确认液压油位及电动机旋转方向符合要求。启动后,应空载运转,松开放油阀,排净液压缸体内的空气,方可进行切筋。
对焊机焊接范围
焊接适用范围广,原则上能锻造的金属材料都可以用闪光对焊焊接。例如低碳钢、高碳钢、合金钢、不锈钢等有色金属及合金都可以用闪光对焊焊接。焊接截面积范围大,一般从几十至几万mm2截面积都能焊接。
闪光对焊广泛应用于焊接各种板件、管件、型材、实心件、刀具等,应用十分广泛,是一种经济、率的焊接方法。
钢筋对焊机
钢筋对焊机的分类 对焊机种类很多,按焊接方法可分为电阻对焊、连续闪光对焊和预热闪光对焊等三种。按其结构形式可分为弹簧顶锻式、气压顶锻式等多种。
最近来访记录
最新采购








