关键词 |
镇江VMC-1580L立式加工中心,滁州VMC-1580L立式加工中心,池州VMC-1580L立式加工中心,舟山VMC-1580L立式加工中心 |
面向地区 |
动力类型 |
机械传动 |
|
布局形式 |
立式 |
界面语言 |
中文 |
是否库存 |
否 |
适用行业 |
通用 |
类型 |
数控机床 |
苏州特鲁特数控机床科技有限公司坐落于德企之乡-江苏太仓浏河镇新闸村1幢,是一家集研发、与销售为一体的数控机床服务商。机床铸件采用进口龙门五面体、卧式锂铢加工中心、龙门加工中心、龙门导轨磨床等设备作为加工母机,同时配备进口激光干涉仪、循圆仪、动平衡仪等检测设备。
公司产品 VMC系列高刚性立式加工中心机, VMC-L系列高速立式加工中心机、VMC系列钻攻、精雕高速中心机、GMC系列与FD系列龙门加工中心机、HMC系列卧式加工中心机CFA五轴系列、镗铣床BMC系列、VMC-2T系列双主轴双Z轴立式加工中心机、车铣复合LA系列、HTB数控车床系列、韩国进口车齿机系列等,充分满足目前率零件加工行业需求,大效率节省人工。同时引进敏捷化进口设备代理销售, 及时地为使用者提供更具个性化的机床产品。
以“诚信经营、永续创新”为经营理念,以“坚持追求机床与”为目标,突破传 统营销理念,在不断努力为各类加工制造企业提供高性价比的数控设备的基础上,致力于为用户提供 切削类加工的单机、FMC、FMS、FA、CIMC、的集成化运用服务,使机床成为我们提供切削类整体加工解决方案的有效载体。
的营销技术团队,协助客户进行机床选型、工艺分析、制定工艺方案和提供交钥匙工程; 、迅速的服务管理模式,能有效管控与反馈订单的进展状况和机床质量;快速的售后服务回应机制,免除使用者的后顾之忧,使每位选择的用户都能拥有的售前、售中和售后服务。
VMC-1580立式加工中心机型特点说明
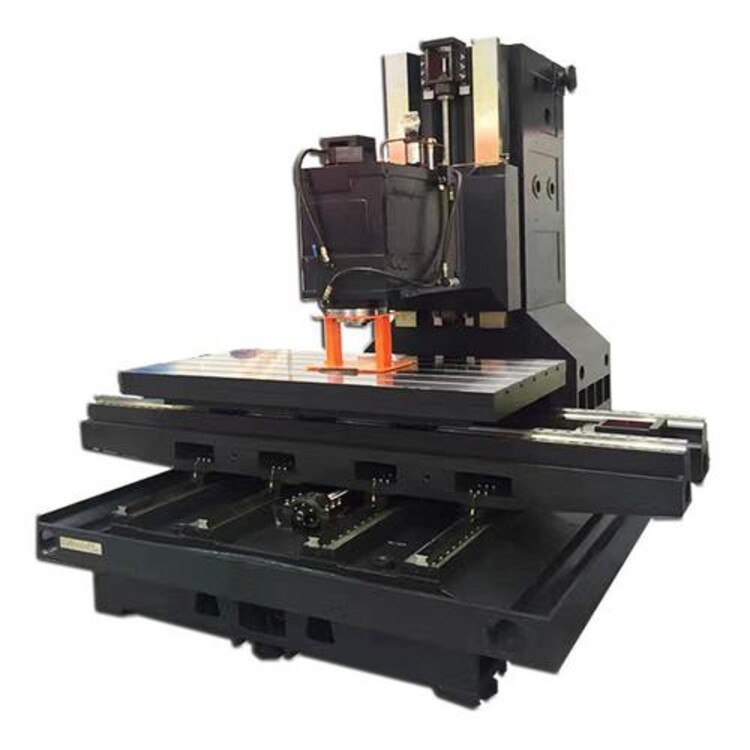
1:铸件设计:
VMC-1580所有铸件经过电脑计算分析,合理的结构强度及加强筋的搭配,提高机械之高刚性。铸件材质采用米汉纳(密烘)铸件HT300。能机床长期的稳定性和加工,铸件均做的退火处理,有利消除内应力,防止长期使用铸件变形。
底座设计:
机台底座结构宽实,全为重负荷全支撑设计,可确保加工时之重切屑能力, 机台底座采用油水分离盒设计,避免切削液因混合而劣化,延长切削液的使用。
立柱设计:
立柱为人字型三角结构,鞍座加宽加长,重负荷全支撑设计,结构结实。
主轴头及主轴设计:
主轴头内以筋骨强化结构,接触长度比率适当,更能提供主轴之稳固支撑, 主轴中心到立柱Z轴轨道面距离为882mm,加工范围更大。
主轴采用德国FAG P4级或日本NSK P4级高速高精密级斜角滚珠轴承,标准转速可达6000rpm,主轴装配利用IRD动态平衡校正设备,线上直接校正主轴动态平衡,使主轴在高速运转时避免产生共振现象,确保佳的加工精度。主轴使用高强韧四瓣爪拉刀,接触面大,抓刀力强,刀柄拉钉损耗小,寿命长。标准配备的主轴气幕防尘装置杜绝了加工过程中铁屑和灰尘侵入主轴轴承现象,了主轴内部的纯净品质。从而也起到延长使用寿命。
2: 传动方式:螺杆及线轨
三轴马达与精密高速滚珠螺杆采用台湾上银C3级或银泰C3级直结传动及装配预拉,提前消除机床连续运动产生的热升温而造成的螺杆膨胀。X/Y轴采用滑动导轨支撑,可支撑重负荷、快速移动,确保定位精度更佳,X轴方向滑动导轨2根,Y轴方向滑动导轨4根,Z轴采用硬轨,使机床在切削时及移动时获得佳的切削刚性及稳定性,具有高刚性、低噪音、低摩擦的特性,Z轴配合氮气配重,无下滑现像,以确保主轴拥有的刚性和强度及佳的切削稳定性。机台快速位移X/Y/Z轴24m/24m/12m/min,率加工,减少加工时间。
3:刀库设计:
采用台湾刀库,快速、简易操作及命的刀具交换装置,提供平稳可靠的的刀具交换动作。特的刀具交换装置设计,已更新为电子式煞车驱动机构,去除了以往凸轮式结构使用几年后出现煞车片磨损需要更换问题。
4:板金设计:
设计的机台钣金外型美观,符合人体工学及国家CE标准,广受用户赞赏欢迎,配置防爆钢化玻璃,防护工件飞出误伤人员,侧窗都配有两道安全门锁,避免操作人员开启造成意外。排屑功能上,VMC-1580设计为机内底盘冲水装置,切屑片被冲屑装置的大量切削液带至机器前端的履带式除屑机(含积屑小车)。机器内配置有高亮度的LED工作灯,便于操作者装卸工件、量测等工作,配置的工作灯具有防尘、防爆等功能。
5:配电设计及面板:
操作面板采用台湾品牌原装进口面板,所有主要线材采用台湾原装进口线材,可耐外力拉扯耐油污腐蚀耐高温,质量达日本机台等级,于一般国产品牌厂使用粗糙线材,容易出现线材老化按键接触不良问题。活动式手轮旋转零件采用日本进口,使用寿命更长,背面配有强力磁铁,操作时可以稳固吸附在任意金属钣金上面方便使用,且具有轴别的选定,进给率的选择等多项功能,配有挠性延长线,方便刀具设定与工件座标设定,操作方便。电气箱配有干燥除湿包,避免空气中的湿气造成电器组件生锈。

VMC-1580机型规格表
规格/机型 单位 VMC-1580
加工范围
X轴行程(左右) mm 1500
Y轴行程(前后) mm 800
Z轴行程(上下) mm 700
主轴鼻端至工作台面距离 mm 155-855
主轴中心至立柱轨道面距离 mm 882
工作台规格
工作台尺寸 (X 轴方向) mm 1600
工作台尺寸 (Y 轴方向) mm 800
工作台大载重 kg 1100
主轴规格
主轴转速(皮带式) rpm 6000
主轴内孔锥度 BT50
主轴推荐马力 kW 15/18.5
主轴马达堵转扭矩 NM 140
进给系统
G00 快速进给 (X/Y/Z轴) m/min 24/24/12
G01 切削进给 mm/min 1-10000
机器精度
X,Y,Z定位精度 mm 0.005/ 300
X,Y,Z重复定位精度 mm 0.008/ 300
刀库系统
刀库类型 pcs 圆盘式BT50-24T
换刀方式 随机
换刀时间 sec T to T 3.8
大刀具直径/相邻无刀大刀具直径 mm Ø112 / Ø200
大单刀重量 KG 18
大刀具长度 mm 350
机器尺寸
机器尺寸(长*宽*高) mm 5135*3165*3345
机器重量(约) Kg 11000

安装、调试、精度和验收
1. 设备的初验收在甲方工厂进行,初验收合格后甲方准备出机。
2. 机器到厂后,由甲方指派一名技术员协助乙方进行拆箱、点收、机床就定位等工程。
3. 机床就定位所需的吊车起重设施与搬运人力由乙方负责。
4. 机床就定位后, 甲方指派交机人员到乙方工厂进行安装、调试、验收。
5. 双方依据协议由甲方授权指派的技术人员与乙方授权人员按甲方提供的精度检验标准进行验收。
质保期和技术服务
1. 机床在乙方现场正式验收合格后,进入质量期,在机床质保期内,甲方对机床出现的各类故障及时免费维修服务。(因乙方自身原因造成的损坏和损失除外)。机床出现故障,甲方在接到乙方的文字通知后,能准确判断故障原因及处理措施的,立即给予答复,如不能立即答复的在24小时内进行答复,如确实需要派人进行维修,并尽快派人到现场给予处理,具体时间视零件准备时间长短。
2. 若因乙方使用不当或自行改装后所造成之非自然损坏,不在保修范围内,乙方应支付所有维修成本。
3. 保固期满服务,甲方向乙方提供长期有偿维修和保养服务。乙方也可另择他人提供维修和保养服务。
设备的日常维护与保养:
1、日常维护:
定期清洁与润滑:每天结束工作后,应清理机床内外部的灰尘、切屑等杂质,特别是导轨、丝杠等运动部件,避免异物导致磨损或卡死。按照制造商推荐的周期和方法对各运动部件进行润滑,正确使用润滑剂可以减少摩擦,延长机械寿命。
运行监测:在运行过程中,定期监测其运行状态,如主轴转速、进给速度、切削过程等,确保设备在正常状态下运行。
2. 定期保养:
更换易损件:定期检查刀具、刀具夹头、传感器等易损件的磨损情况,及时更换以加工质量。
检查紧固件:检查螺钉、螺母、卡爪等紧固件是否松动,特别是刀库、主轴、导轨连接处的螺栓,确保无松动现象。
检查电气系统:定期检查电气接线、传感器、控制板等是否有异常,确保电气系统的稳定性和可靠性。
检查冷却系统:清洁冷却液管道,检查冷却液的水平和质量,并及时更换或维护冷却系统的元件,以确保机床的温度保持在合适的范围内。
3. 保养管理:
建立保养制度:维护与保养工作进行制度化管理,制定详细的保养计划和保养流程,确保保养工作的有序进行。
培训操作人员:对操作人员进行定期培训,提高其设备维护与保养能力,确保设备得到正确的保养。
记录与统计:维护与保养工作进行记录和统计,分析设备的运行状态和故障情况,为设备的改进和优化提供依据。
通过上述的日常清洁、定期检查与调整、及时更换磨损件、以及安全与环境条件的管理,可以显著提升机床的使用寿命和加工效率。