关键词 |
插齿机型号,进口数控插齿机,插齿机,插齿机插键槽 |
面向地区 |
刃径 |
4mm |
|
刃长 |
3~70mm |
是否进口 |
是 |
是否涂层 |
是 |
适用机床 |
多款供选 |
材质 |
硬质合金 |
渭柏精密提供的键槽加工动力刀座,与其他技术相比,可以在一个非常短的时间内实现键槽加工,而不需要在两台设备上加工完成,所有的加工都在车削中心动力刀塔上完成,可以减少加工周期。
REV插槽刀座有以下主要特点:.刀具只在加工的行程与零件的接触。一个的机构将刀具在回程中提升,提高刀具的使用寿命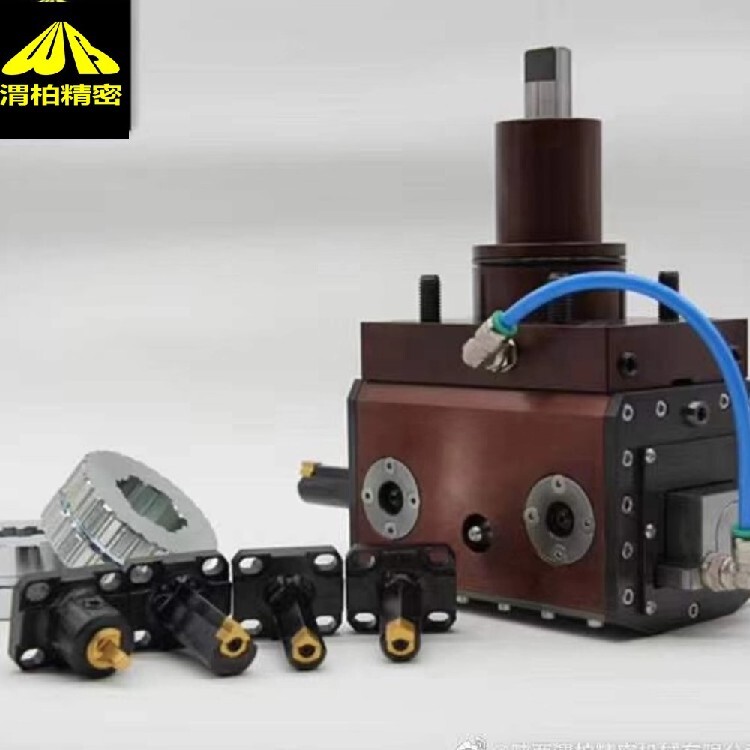
插槽刀座可用于多种机型,NL/NZ 森精机MORI SEIKI,Biglia,中村留Nakamura(WT150/Supermill ),大隈OKUMA( LB3000/4000/LT2000),VDI40 (轴向和径向刀座),斗山DOOSAN(BMT-55/65 )和TAKISAWA
REV插齿机 初次使用
将插削机安装在车床上。稍微松开固定螺栓 8,然后使用比较仪对插削机进行对齐。后者放置在对齐区域 7 上。插削机完全对齐后,请再次拧紧固定螺栓 8,并以每分钟 150 次的速度让插削机运行约 10 分钟。用普通的导轨用油润滑移动的滑架。这将有助于软化密封条以及在使用前对插削机进行试运转
REV插削动力刀座维护方法:维护:
长时间使用(约 1000 小时)后,有必要对插削机进行维护,更换易磨损的零件,例如轴承、密封条等。
该机动化插削机能够执行内部或外部加工。
根据如下指示反转机动化旋转方向就可以了:
指令 M04 = 内部加工
指令 M03 = 外部加工。
根据是内部加工还是外部加工,通过将镶件定向在切削方向上来固定仪器。
S在返回阶段分离
在返回阶段,刀具将从已加工表面分离 0.25 毫米。这项移动操作对于保持镶件的完整性是的。
意大利REV键槽插削机、键槽插削动力刀座说明书
自动化插削机的设计旨在以有效的方式解决在数控车床上执行某些加工时遇到的问题,比如从简单的键槽到内齿或外齿轮廓。自动化插削机的设计旨在获得可能情况下的刚性。此特性可延长镶件的使用时间,并在加工表面上获得佳的光洁度。
陕西渭柏精密机械有限公司
德国、瑞士、意大利、美国等机床附件及数控刀具代理商.渭水源远流长绵绵不断;柏林郁郁葱葱万古长青。
代理部分品牌如下:
瑞士IFANGER滚花刀,瑞士GPRTOPS,美国Cogsdill考克思迪尔,德国HOBE镗刀,瑞士HABEGGER哈贝格,意大利Poliangolar拉刀,土耳其AKS浮动毛刺刀,德国ROHM罗姆,德国ECOROLL滚光刀,英国Namco耐考螺纹滚压,波兰BISON卡盘,德国Dress德雷斯锯片,意大利FRB飞霸,瑞士Alesa阿莱萨,美国Mueller米勒量具,意大利BM旋转拉刀,美国TE-CO虎钳,德国W&F动力刀座,瑞士MEISTER导套,瑞士GEPY,瑞士RE-AL铰刀,瑞士LB钟表刀具,瑞士stampfli斯坦普弗力浮动刀柄,土耳其Yamasa雅玛萨滚光刀,以色列PML-PAL气动卡盘,德国Schlenker施伦克夹头,美国ORBITOOL奥比柔性毛刺刀,德国Dummel杜梅尔镗刀,瑞士Tecnopinz泰品夹头,德国Lach Diamond拉赫,瑞士Pxtools微孔刀具,瑞典Mircona米尔科纳槽刀,德国NACHREINER拿海纳刀具,意大利DEMM迪姆量具等
渭柏精密为您提供的服务!