


激光淬火修复技术工艺步骤
(1)工艺流程:将大齿轮夹紧在激光加工机床上,清除齿轮齿面的油污和锈斑;在需要激光加工的齿面和轴颈部位喷涂吸光涂料,然后用激光加工程序对齿面(齿顶、齿根等)进行淬火。).
(2)淬火工艺参数:激光淬火后的齿面硬度范围可控制在HRC35— 45之间;硬化层的深度为0.4-0.6毫米;激光功率为2.0-3.5 kw;淬火速度为10–50mm/s,根据齿轮齿面、齿根和齿顶对材料表面硬度的不同要求,采用数控系统分段分区改变工艺参数,获得相应的激光硬化层。激光淬火后,不回火,齿面表面粗糙度基本不变。
(3)激光熔覆的工艺指标:单层激光熔覆厚度可根据需要在0.2-2.5毫米之间调整。激光熔覆层的硬度可根据工件的要求在HRC 25-60之间调节。对于大型钢齿轮,可以不预热直接包覆。熔覆层均匀连续,无裂纹、气孔等冶金缺陷。
激光淬火技术在汽车模具中的应用
1、拉丝模淬火凸R位置及板料流量大的表面需要有高耐磨性,即高硬度。
由于淬火面积较大,常规的火焰淬火或感应淬火会造成工件较大的热变形,导致无法模具的精度,进而需要添加其他工艺手段来,这必然导致模具加工周期长,且容易出现硬度不稳定的情况。因此,我们改用激光淬火的方法,使工件的变形很小,甚至没有变形,不需要增加其他工艺手段就可以满足质量要求。
我们采用激光淬火对某车型的车门内板进行淬火,通过蓝光扫描检测淬火前后的表面变化,激光淬火后的模具表面能够满足精度要求。
2、镶件表面淬火:汽车模具上镶件的表面淬火主要是指修边模修边镶件的淬火和整形模整形镶件的淬火。
对于切边镶件或整形镶件,常规火焰淬火后镶件变形较大,淬火后需要进行二次加工消除变形。工件生产周期长,淬火硬度难以控制。特别是成型镶件,由于成型表面需要淬火,淬火面积大,极易发生回火,导致表面硬度不合格。经过研究和实践,我们发现激光淬火可以有效控制镶件的变形和硬度不合格。
3、应用激光淬火优化模具加工工艺与传统火焰淬火相比,激光淬火可以优化模具加工工艺,从而有效缩短制造周期,降低制造成本。以下是火焰淬火和激光淬火的工艺流程对比。
火焰淬火模具加工工艺流程:表面粗加工→半精加工→火焰淬火→加工消除变形→钳工装配→表面精加工→调试→研究→发货。
激光淬火模具加工工艺流程:表面粗加工→半精加工→钳工装配→表面精加工→激光淬火→调试、研配。
采用激光淬火模具,淬火前进行表面精加工,不仅避免了变形过程,提高了精加工效率,而且采用激光淬火方式的模具加工效率比采用火焰淬火方式提升了 30%以上。
4、激光淬火对模具表面质量的影响。与传统淬火方法相比,采用激光淬火方法的模具表面变形小,硬度均匀。因此,淬火是在表面精加工到位后进行的。
采用火焰淬火的模具精加工后型面出现台阶差,导致型面质量不合格。而采用精加工到位再激光淬火方式的模具,由于型面在精加工时没有硬度,加工时不会出现这种情况;精加工到位后进行激光淬火,由于淬火后变形很小,能获得良好的模具表面质量,满足客户对模具表面质量的要求,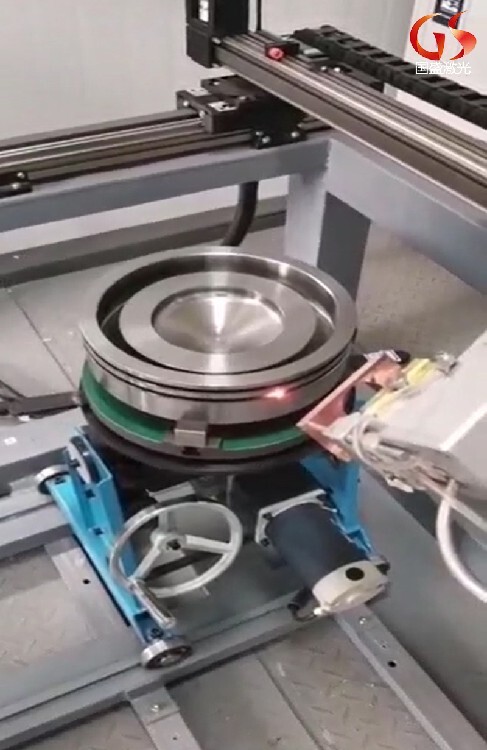
激光淬火预处理工艺的选择:
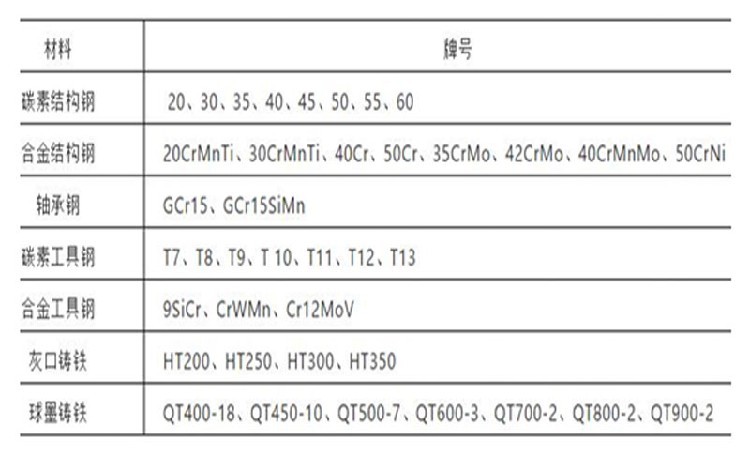
1、材料的选择
对于激光淬火零件,应根据其所用材料,确定所需零件的激光淬火工艺方案。如果零件是由碳、氮或铬等元素组成的,则应在激光淬火之前进行脱碳处理。
2、工件材料尺寸大小和形状的选择
一般情况下,工件材料的尺寸越小,其熔点越高,相对地冷却速度越慢。因此,对一般钢材而言,当激光功率密度不大时其适宜尺寸较小;对于耐磨性要求较高但尺寸又较大的零件而言,宜采用高功率密度激光淬火工艺方案。
激光表面淬火原理
激光淬火技术是利用聚焦的激光束作为热源照射待处理工件表面,使待硬化部位的温度瞬间急剧上升,形成奥氏体,然后通过快速冷却获得马氏体或其他晶粒细小结构的硬化层的热处理技术。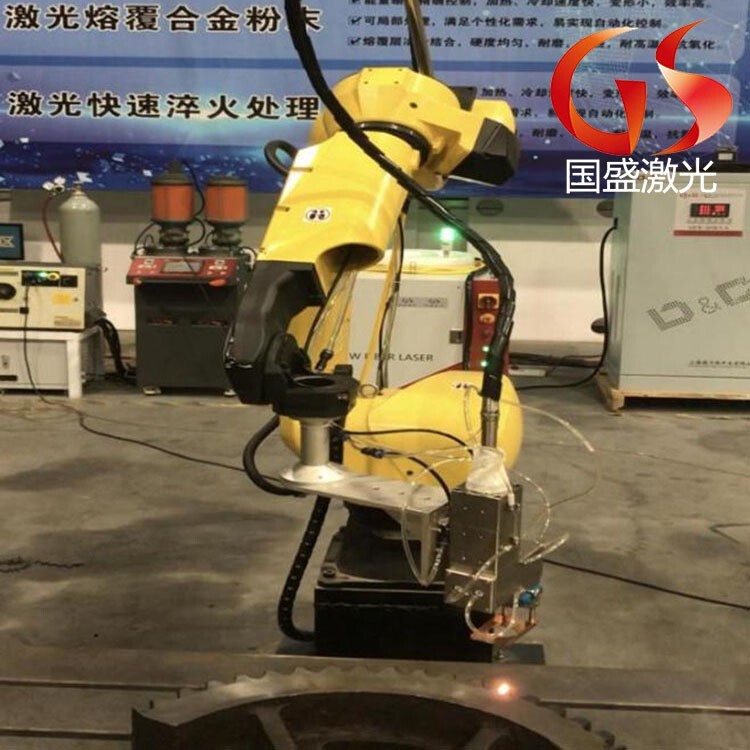
激光预处理过程中应注意的问题:
1、激光能量密度高,需要进行充分的预热,以材料达到一定程度被充分加热和均匀加热,激光能量集中于需要保护部位;
2、在加热过程中不要让金属材料在淬火后冷却,而是让它再加热一段时间,以便获得更高温度下的淬火组织。
走轮激光淬火加工工艺流程如下:
1、将走轮放置在激光淬火装置上,调整位置,使其表面与激光束对齐。
2、打开激光器,将激光束照射在走轮表面,使其快速加热到淬火温度。
3、开启冷却系统,使走轮表面快速冷却,实现淬火处理。
4、关闭激光和冷却系统,取出走轮,完成淬火过程。
内蒙古乌海激光淬火设备焊机
更新时间:2025-03-20 10:48:12







收藏
举报